+86-318-7580001 sales@sinter-filter.com
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search
Views: 3 Author: Site Editor Publish Time: 2023-08-21 Origin: Site
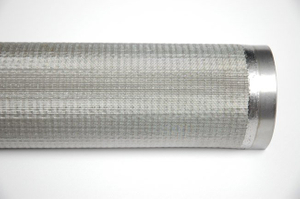
Stainless steel sintered wire mesh is widely used in various industries, including the pharmaceutical field, due to its unique properties and capabilities. In pharmaceutical applications, stainless steel sintered wire mesh serves multiple purposes and offers several advantages:
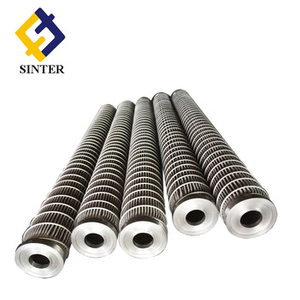
**1. Filtration and Separation:** Stainless steel sintered wire mesh is used as a reliable filtration and separation medium in pharmaceutical manufacturing processes. It can effectively remove impurities, particles, and contaminants from liquids and gases, ensuring the purity and quality of pharmaceutical products.
**2. High Temperature and Pressure Resistance:** The sintering process creates a durable and stable mesh structure that can withstand high temperatures and pressures. This makes it suitable for applications involving sterilization and purification processes in pharmaceutical production.
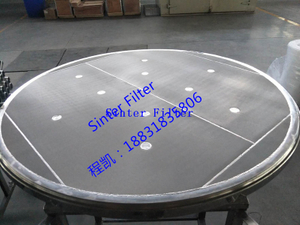
**3. Uniform Pore Size:** Stainless steel sintered wire mesh can be manufactured with a precisely controlled pore size, which is crucial for achieving consistent filtration and separation results. This uniformity is essential in pharmaceutical applications where precise particle or microorganism removal is required.
**4. Cleanability and Reusability:** The open and interconnected structure of sintered wire mesh allows for efficient cleaning and sterilization. In pharmaceutical settings, where hygiene is paramount, the ease of cleaning and the ability to reuse the mesh are significant advantages.
**5. Chemical Compatibility:** Stainless steel is chemically resistant, making sintered wire mesh suitable for a wide range of pharmaceutical fluids and substances. It will not react with or contaminate the substances being processed.
**6. Customization:** Stainless steel sintered wire mesh can be customized in terms of material, pore size, thickness, and dimensions to meet specific pharmaceutical process requirements. This flexibility ensures its adaptability to various applications.
In the pharmaceutical industry, stainless steel sintered wire mesh finds applications in areas such as filtering, drying, powder handling, gas purification, liquid-solid separation, and more. Its high performance, durability, and hygienic properties contribute to improving the efficiency, reliability, and safety of pharmaceutical processes.